



钻孔和槽的玻璃的钢化
由于孔边与开槽拐角处应力比较集中,除钢化时要适当的延长加热时间外,钢化前孔的直径、位置、开槽的要求必须满足以下规定,否则在玻璃钢化炉中钢化时就会造成炸炉,甚至会损坏下部加热元件。
A、钻孔开槽处必须连接平滑,对钻孔、开槽处进行倒角或打磨;
B、钻孔玻璃的宽度(W)至少要大于等于8倍的玻璃厚度(d),即W≥8*d;
C、对于3~5mm玻璃,最小孔径为5mm,对于厚玻璃,最小孔径(D)为玻璃的厚度d,即:D≥5mm (d=3~5mm),D ≥d(d=5~19mm);
D、孔到玻璃边部距离(a)必须满足:对于3~6mm的玻璃,a≥1.5d,对于8~19mm的玻璃,a≥2*d,每一个孔的周围必须有一个不小于孔直径一半的玻璃距离,a≥0.5D,即:a≥1.5d(d=3~6mm) , a≥2*d(d=8~19mm) , a≥0.5D;
E、玻璃最大孔径必须不宽于玻璃窄处的三分之一,即:D max ≤1/3*W min ;
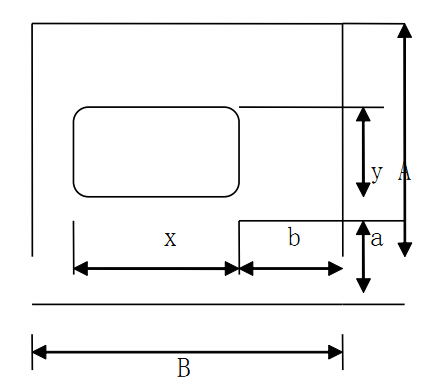
F、方孔距边a、b,方孔尺寸x、y,必须满足以下条件:孔边距要大于对应孔尺寸的一半,即:a≥1/2*y, b≥1/2*x ,最大孔高、孔宽不于玻璃高度、宽度的三分之一,即:y≤1/3*A,X≤1/3*B;如下图:
 G、玻璃边部切口凹槽必须倒圆角,倒角半径大于等于玻璃厚度;
G、玻璃边部切口凹槽必须倒圆角,倒角半径大于等于玻璃厚度;
H、玻璃上孔边距玻璃边部的距离应不小于4倍的玻璃厚度;
I、孔边距较小时可以从这个孔向最近的边上开一个小口就可以降低爆炉的机率(此种方法有风险,不提倡,不到万不得已不使用此方法);
J、钻孔或开槽的玻璃钢化时比同种质量的平板玻璃需要多2.5%的加热时间,既带孔又带槽的玻璃钢化时比同种质量的平板玻璃需要多5%的加热时间;
A、钻孔开槽处必须连接平滑,对钻孔、开槽处进行倒角或打磨;
B、钻孔玻璃的宽度(W)至少要大于等于8倍的玻璃厚度(d),即W≥8*d;
C、对于3~5mm玻璃,最小孔径为5mm,对于厚玻璃,最小孔径(D)为玻璃的厚度d,即:D≥5mm (d=3~5mm),D ≥d(d=5~19mm);
D、孔到玻璃边部距离(a)必须满足:对于3~6mm的玻璃,a≥1.5d,对于8~19mm的玻璃,a≥2*d,每一个孔的周围必须有一个不小于孔直径一半的玻璃距离,a≥0.5D,即:a≥1.5d(d=3~6mm) , a≥2*d(d=8~19mm) , a≥0.5D;
E、玻璃最大孔径必须不宽于玻璃窄处的三分之一,即:D max ≤1/3*W min ;
F、方孔距边a、b,方孔尺寸x、y,必须满足以下条件:孔边距要大于对应孔尺寸的一半,即:a≥1/2*y, b≥1/2*x ,最大孔高、孔宽不于玻璃高度、宽度的三分之一,即:y≤1/3*A,X≤1/3*B;如下图:
H、玻璃上孔边距玻璃边部的距离应不小于4倍的玻璃厚度;
I、孔边距较小时可以从这个孔向最近的边上开一个小口就可以降低爆炉的机率(此种方法有风险,不提倡,不到万不得已不使用此方法);
J、钻孔或开槽的玻璃钢化时比同种质量的平板玻璃需要多2.5%的加热时间,既带孔又带槽的玻璃钢化时比同种质量的平板玻璃需要多5%的加热时间;
上一篇:
玻璃钢化工艺要求
下一篇
几种安全节能玻璃简介